矫正牙齿唇弓制备是口腔正畸治疗中固定矫治器技术的核心环节,其制备质量直接影响矫治力的精准传递、牙齿移动效率及治疗周期,唇弓作为固定矫治器(如方丝弓矫治器、直丝弓矫治器)的关键部件,通过连接托槽与弓丝,将矫治力作用于牙齿,实现排齐、扭转、压低、伸长及间隙关闭等目标,本文将从材料选择、制备工具、流程步骤、临床应用要点及常见问题解决等方面,系统阐述唇弓制备的技术细节与规范。
唇弓制备的材料选择
唇弓材料需具备良好的生物相容性、机械性能及可塑性,目前临床常用材料主要包括以下三类:

-
镍钛合金丝(Ni-Ti)
- 特性:超弹性(低温下柔软、口腔温度下恢复弹性)、高回弹性、持续的轻力释放,适合牙齿初期排齐与阶段性的间隙关闭。
- 适用场景:治疗早期错位严重(如牙齿扭转、拥挤)的排齐阶段,或需要持续轻力移动的复杂病例(如深覆颌的打开)。
- 规格:圆形丝直径常见0.014"-0.018",方形丝尺寸多为0.016"×0.022"、0.018"×0.025",需根据托槽槽沟尺寸匹配。
-
不锈钢丝(Stainless Steel)
- 特性:高强度、高弹性模量、抗形变能力强,可施加精准、稳定的矫治力,适合精细调整与保持阶段。
- 适用场景:中期关闭拔牙间隙、牙齿轴倾度与转矩的精细控制(如前牙舌倾的纠正),以及保持器的弓丝制作。
- 规格:圆形丝直径0.016"-0.020",方形丝0.017"×0.025"、0.019"×0.025"为主,需配合直丝弓托槽的预成角度设计。
-
钛合金丝(β-Ti)
- 特性:强度介于镍钛与不锈钢之间,兼具良好的弹性与可塑性,适合需要中等力度且需弯制复杂曲度的病例。
- 适用场景:多曲唇弓(如MEAW技术)的弯制,或需同时实现牙齿移动与颌间牵引的复合矫治。
材料选择原则:根据治疗阶段(初期排齐、中期调整、保持)、牙齿移动类型(整体移动、控根移动)及患者错颌程度综合选择,避免因材料特性不匹配导致矫治效率低下或并发症(如牙根吸收)。

唇弓制备的工具与设备
精准的唇弓制备需依赖专业正畸工具,主要包括:
| 工具名称 | 用途 |
|---|---|
| 细丝钳(Holding Pliers) | 夹持弓丝末端,避免弯制时滑动,适用于直径≤0.016"的细丝。 |
| 方丝钳(Square Pliers) | 弯制方形弓丝的转矩与轴倾度,钳口内侧有凹槽,可防止弓丝旋转。 |
| 弯丝钳(Three-prong Pliers) | 弯制弧度(如Spee曲线、补偿曲线),三钳尖设计可均匀施力,避免弓丝变形。 |
| 末端切断钳(Wire Cutter) | 精确截取弓丝长度,末端打磨光滑,避免刺伤口腔黏膜。 |
| 测量尺(Digital Caliper) | 精确测量弓丝直径、长度及弯制角度,确保尺寸误差≤0.01mm。 |
| 弓丝成形器(Wire Former) | 辅助弓丝初步成形,如预弯弓丝弧度、调整平面。 |
唇弓制备的标准化流程
唇弓制备需严格遵循“测量-标记-弯制-调整-抛光”的流程,确保每一步符合生物力学原理与临床需求。
预备工作:模型测量与方案设计
- 模型分析:在石膏牙模上测量牙弓长度、宽度、拥挤度及Spee曲线深度,确定弓丝长度与弯制参数。
- 方案设计:根据治疗目标(如排齐、关闭间隙、纠正深覆颌),设计弓丝的序列弯制(如序列弯曲技术),明确弯制点位置与角度。
弓丝截取与长度测量
- 截取长度:以尖牙至对侧尖牙的距离为基础,两侧各延伸3-4mm(末端回弯或打弯需预留长度),公式:弓丝长度=牙弓长度+(6-8)mm。
- 标记弯制点:用记号笔在弓丝上标记托槽位置(如尖牙、第一磨牙托槽中心点),以及需弯制曲度(如补偿曲线、转矩)的关键点。
弯制核心技术
- 基础弧度弯制:
- Spee曲线:用弯丝钳在弓丝后牙段(第一磨牙至前磨牙)弯制向下的弧度,深度根据模型Spee曲线深度调整(通常1.5-3mm),用于压低后牙、打开深覆颌。
- 补偿曲线:在弓丝前磨牙区弯制向上的弧度(曲度约5°-10°),平衡Spee曲线,防止前牙覆颌加深。
- 序列弯制:
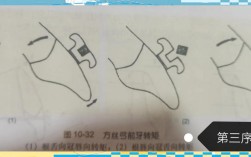
- 转矩弯制:用方丝钳在尖牙与前牙段调整弓丝的舌向/唇向倾斜(如上颌前牙舌倾需加根舌向转矩),方丝需在钳口内旋转90°弯制,避免转矩丢失。
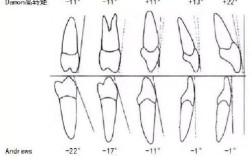
- 轴倾度弯制:通过调整弓丝在托槽内的角度(如尖牙牙冠近中倾斜需加根腭向轴倾),确保牙齿垂直向稳定。
- 末端处理:
- 回弯(Bend Back):用末端切断钳将弓丝末端向舌侧回弯45°-60°,防止弓丝滑出托槽槽沟,减少黏膜刺激。
- 打弯(Loop Bend):对于需加强固位的病例(如磨牙移位),可在弓丝末端弯制“Ω”形曲,增强与磨牙带环的结扎稳定性。
试戴与调整
- 口内试戴:将弯制好的唇弓放入患者口内,检查弓丝与托槽的密合度:
- 若弓丝与托槽间隙>0.5mm,需重新弯制弧度;
- 若弓丝末端刺伤黏膜,需打磨或调整回弯角度;
- 若牙齿移动缓慢,需调整矫治力(如更换更粗的镍钛丝或增加曲度)。
- 抛光处理:用细砂纸或抛光轮打磨弓丝表面,去除弯制产生的毛刺,确保光滑以减少摩擦力。
临床应用要点与常见问题解决
不同错颌类型的唇弓制备侧重点
- 牙齿拥挤:初期选用0.014"镍钛圆丝,弯制平直弓丝(无补偿曲线与转矩),利用其超弹性排齐牙齿;中期换0.018"×0.025"不锈钢方丝,增加转矩控制防止前牙唇倾。
- 深覆颌:弓丝需加强Spee曲线(深度3-4mm),配合后牙区垂直牵引,压低后牙、伸长前牙;避免在前牙区加过大转矩,防止前牙覆颌加深。
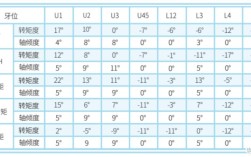
- 深覆盖:上颌弓丝需加根腭向转矩(-7°),控制前牙牙根位置;下颌弓丝可配合II类牵引,关闭前牙间隙。
常见问题与解决方法
- 弓丝折断:多因弯制角度过大(如锐角过渡)或反复弯制导致金属疲劳,解决:弯制时用圆弧过渡,避免单点施力;折断后需重新截取弓丝,检查材质是否达标。
- 托槽脱落:常因弓丝末端未回弯或结扎不牢固,解决:试戴时确保弓丝末端回弯角度合适,使用结扎丝或弹性圈双重结扎,减少弓丝滑动。
- 牙齿移动异常:如前牙唇倾、后牙支抗丧失,解决:重新评估弓丝转矩与轴倾度,增加支抗控制装置(如腭杆、种植钉),调整矫治力大小。
唇弓制备关键参数参考表
| 参数类型 | 常规范围 | 临床意义 |
|---|---|---|
| 镍钛丝直径 | 014"-0.018"(圆丝);0.016"×0.022"(方丝) | 初期排齐,轻力持续释放 |
| 不锈钢丝直径 | 017"×0.025"、0.019"×0.025"(方丝) | 精细调整,稳定矫治力 |
| Spee曲线深度 | 5-3mm(根据模型调整) | 压低后牙,打开深覆颌 |
| 补偿曲线曲度 | 5°-10°(上颌);-5°-0°(下颌) | 平衡牙弓曲线,防止前牙覆颌异常 |
| 末端回弯角度 | 45°-60°(舌向) | 防止弓丝滑脱,增强固位 |
相关问答FAQs
Q1:唇弓弯制时如何避免弓丝折断?
A1:避免弓丝折断需注意三点:①选择合适材质(如镍钛丝避免反复弯制,不锈钢丝弯制时避免锐角过渡);②使用专业工具(方丝钳钳口需完全包裹弓丝,避免单点受力);③控制弯制次数(同一部位弯制不超过2次,金属疲劳后需更换弓丝),弯制前可对弓丝进行退火处理(不锈钢丝用酒精灯加热后缓慢冷却),增加其柔韧性。
Q2:不同错颌类型唇弓制备的侧重点是什么?
A2:①牙齿拥挤:初期以排齐为主,选用细镍钛圆丝(0.014")弯制平直弓丝,减少额外干扰;中期换方丝增加转矩控制,防止前牙唇倾。②深覆颌:重点弯制Spee曲线(深度3-4mm),配合后牙垂直牵引,避免在前牙区加转矩。③深覆盖:上颌弓丝需加强根腭向转矩(-7°),控制前牙牙根;下颌弓丝配合II类牵引,关闭间隙。④开颌:弓丝需减少Spee曲线,甚至反向弯制,配合前牙区垂直牵引,压低后牙、伸长前牙。