铸造桩核是牙科修复中常用的一种桩核系统,用于修复严重缺损的牙齿,为最终的全冠或固定桥提供固位和支撑,其制作过程涉及口腔临床操作和技工室精密加工,以下是详细的制作方法步骤:
口腔临床部分(牙体预备与取模)
-
诊断与治疗计划:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 评估患牙状况(牙髓活力、根管治疗质量、牙根长度、粗细、弯曲度、牙周状况)。
- 确定患牙是否适合做桩核修复(根管治疗完善、根尖无炎症、牙根有足够长度和直径)。
- 拍摄根尖X光片,了解根管形态、弯曲度、根尖情况以及剩余牙体组织的量。
- 制定修复计划,确定最终修复体类型(全冠、固定桥)。
-
牙体预备:
- 去除旧修复体(如有): 清除所有龋坏组织、旧充填体或修复体。
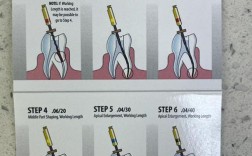
- 根管预备(桩道预备):
- 确定桩道深度: 通常为根长的2/3 - 3/4,至少应超过牙槽嵴顶3-4mm,深度需保证足够的固位力和抗力,同时保留至少4-5mm的根尖封闭区(根尖充填物)。
- 确定桩道直径: 通常为根管直径的1/3左右(在保证强度的前提下),遵循“由细到粗”的原则,逐步扩大,预备后桩道直径应≥1.5mm(前牙)或≥2.0mm(后牙),以获得足够的固位力和强度。
- 确定桩道形态:
- 平行或锥形: 最常用的是锥形桩道(锥度约2°-6°),有利于桩核的固位和取出(如需),平行桩道固位力稍弱,但抗旋转性好。
- 固位形: 在根管内壁制作固位沟或凹槽(通常1-2条),增加桩核与根管壁的摩擦力和抗旋转能力,避免过度预备导致牙根薄弱。
- 就位道: 确保桩核能顺利就位到最终位置,避免与对颌牙或邻牙干扰。
- 使用专用器械: 使用根管预备钻(通常为不锈钢或镍钛材质),从细到粗逐步预备,每根钻针达到工作长度后,旋转退出,避免过度加压。
- 保持根尖封闭: 预备过程中动作轻柔,避免器械超出根尖孔,破坏根尖封闭。
- 牙冠部预备:
- 按照最终修复体(全冠)的要求进行牙体预备(如建立聚合度、轴壁高度、颌面空间等)。
- 确保桩核与牙冠部有足够的连接面积和高度(3mm)。
- 去除无基釉,预备出清晰的边缘形态(肩台、凹形等)。
- 精修与抛光: 用精细的金刚砂车针修整预备体边缘,使其光滑连续,避免尖锐线角。
-
印模制取:
- 选择印模材料: 常用聚醚印模材料或硅橡胶印模材料(加聚体或聚硅氧烷),因其精确度高、细节再现性好、尺寸稳定性佳。
- 选择托盘: 使用个别托盘或合适的成品托盘,能覆盖牙列并暴露预备区域。
- 排龈(可选但推荐): 使用排龈线或排龈膏,使牙龈缘退缩,清晰暴露预备体边缘,提高印模精确度。
- 制取印模:
- 严格按照印模材料的使用说明进行混合(双组分材料)或使用枪装材料。
- 将印模材料注入托盘,轻柔地将托盘放置在牙列上,施加轻微且均匀的压力,确保材料完全覆盖预备体并延伸至邻牙、对颌牙及粘膜转折处。
- 待材料完全凝固(按说明书时间)后,沿就位道方向轻柔取下托盘,避免印模变形。
- 检查印模: 在口外或口内仔细检查印模,确保表面光滑、无气泡、无缺陷、边缘清晰完整、无脱位。
-
咬合记录: 记录患者的颌位关系(正中关系或正中颌位),用于技工室制作。
-
临时修复体制作:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 使用树脂类临时材料(如Bis-acryl复合树脂)在口内直接制作临时桩核和临时冠,或使用间接法制作。
- 确保临时修复体边缘密合、无悬突、邻接关系良好、无咬合高点、形态接近最终修复体。
- 使用临时粘接剂(如氧化锌丁香酚水门汀或不含丁香酚的临时粘接剂)粘固,便于日后取下。
-
工作模型制作:
- 将合格的印模灌注超硬石膏或硬质石膏,制作工作模型,模型必须精确反映口腔内所有细节,特别是桩道形态和边缘。
- 必要时在模型上制作可卸代型,便于在技工台上精确操作。
技工室部分(桩核制作)
-
设计与分析:
- 在模型上仔细检查桩道预备情况:深度、直径、锥度、固位沟、就位道、与牙冠部的连接。
- 确定桩核的就位道,确保其能顺利就位。
- 设计桩核的形态:桩核应与牙根长轴一致,桩核体部(核)应恢复牙冠的基本外形和邻接关系,为最终冠提供足够的空间和固位形,桩核与牙冠部连接处应圆钝过渡。
-
桩核蜡型制作:
- 选择蜡型材料: 使用嵌体蜡或专用桩核蜡(通常为红色或蓝色)。
- 制作方法:
- 直接法: 在口内(通常在取模后、戴临时冠前,或临时冠取下后)直接在预备好的桩道内涂布分离剂,用蜡条或蜡刀堆塑桩核蜡型,此法操作时间有限,需快速完成,但就位道最准确,适用于简单病例或椅旁制作。
- 间接法(最常用): 在工作模型(尤其是可卸代型)上制作。
- 涂布分离剂。
- 用蜡刀或加热的探针将蜡熔化并注入桩道内,形成桩的基本形态。
- 用蜡条或蜡堆塑核部形态,恢复牙冠外形和邻接关系。
- 使用成型片或成型圈辅助核部形态。
- 精修蜡型:用雕刻刀修整边缘、邻接点、颌面形态,使其光滑、圆钝、无气泡,确保蜡型与桩道密合,就位道顺畅。
- 在蜡型上插入铸道(通常用蜡条制作),连接桩核主体和铸圈底座,铸道位置应不妨碍桩核就位,并利于金属熔融和铸造。
-
包埋:
 (图片来源网络,侵删)
(图片来源网络,侵删)- 选择包埋料: 常用磷酸盐包埋料(适用于镍铬合金、钴铬合金、钛合金等)或硅酸盐包埋料(适用于金合金)。
- 混合包埋料: 严格按照粉液比例和时间要求进行真空搅拌,确保无气泡。
- 包埋蜡型:
- 将带有铸道的蜡型固定在铸圈底座上。
- 先用少量包埋料覆盖蜡型(避免产生气泡)。
- 将调好的包埋料倒入铸圈,直至完全淹没蜡型顶部至少1-2cm。
- 铸圈放置在振动台上,轻微振动排出气泡。
- 包埋料固化与干燥: 按照包埋料说明书进行固化(通常室温放置数小时)和干燥(低温烘烤,如37°C数小时,然后逐步升温至150-200°C,去除蜡质并使包埋料获得一定强度)。
-
铸造:
- 选择合金: 常用镍铬合金、钴铬合金、钛合金或金合金,根据生物相容性、强度、美观性要求和技工室设备选择。
- 熔模: 使用高频感应铸造机或离心铸造机,根据合金种类设置合适的熔铸参数(温度、时间、真空度/离心力)。
- 铸造: 将预热(去除水分)的铸圈放入铸造机熔腔中,加热至合金熔点以上(通常高出100-200°C),熔化合金,在真空或离心力作用下,将熔融金属注入铸圈内,充满蜡型位置。
- 冷却: 铸圈自然冷却至室温(或按合金要求进行特定热处理)。
-
铸件处理:
- 去除包埋料: 用喷砂机或超声清洁机去除大部分包埋料。
- 切割铸道: 用砂石或专用切割机小心去除铸道,避免损伤桩核主体。
- 喷砂清洁: 用氧化铝砂粒进行喷砂,彻底去除残留包埋料和氧化层,使铸件表面粗糙度降低。
- 超声波清洗: 在清洗剂中超声清洗,去除微小颗粒和污垢。
-
桩核试戴与调整:
- 口内试戴:
- 去除临时修复体。
- 清洁桩道和桩核。
- 将桩核戴入桩道,检查就位情况:应无阻力、完全就位,如有困难,需分析原因(就位道偏差、桩核变形、桩道预备不足等),在模型上或口内进行精细调整(用砂石或金刚砂车针)。
- 检查密合度:用探针或牙周探针检查桩核与桩道壁之间有无间隙,应密合无缝隙。
- 检查邻接关系:与邻牙接触紧密,无食物嵌塞。
- 检查咬合关系:无早接触、无干扰,必要时进行调颌。
- 检查边缘适合性:桩核边缘与牙体预备边缘应密合。
- 模型上精修(如需要): 如果口内调整困难,可在工作模型上进一步精修,确保就位和密合。
- 口内试戴:
-
表面处理(如需要):
- 为增强与树脂核或最终修复体的粘接强度,可在桩核表面进行喷砂(氧化铝,50-100μm)或酸蚀(如用于钛合金)处理,增加表面粗糙度和活性。
-
最终处理与消毒:
- 彻底清洁桩核。
- 进行高压蒸汽灭菌或化学消毒(如戊二醛浸泡,注意对合金的影响),确保无菌。
口腔临床部分(桩核粘接)
- 拆除临时修复体: 小心去除临时桩核和临时冠,避免损伤牙体组织。
- 桩道与桩核清洁: 彻底清洁桩道和桩核表面,去除残留临时粘接剂、碎屑、唾液等,可用75%酒精棉球擦拭。
- 隔湿: 使用橡皮障或棉卷、吸唾器等有效隔湿,防止唾液和血液污染粘接界面。隔湿是粘接成功的关键!
- 桩核表面处理(如未在技工室完成): 根据粘接系统要求进行喷砂或酸蚀处理,冲洗吹干。
- 桩道处理:
- 酸蚀(可选): 使用牙釉质/牙本质酸蚀剂(如37%磷酸)酸蚀桩道内壁15-30秒,冲洗、轻吹(保持牙本质表面湿润,避免过度干燥)。
- 涂布粘接剂: 按照粘接系统说明,涂布底涂剂和粘接剂,光照固化。
- 桩核粘接:
- 选择粘接剂: 常用树脂水门汀(如双固化树脂水门汀、自粘接树脂水门汀),根据桩核材料、牙体状况、操作时间等选择。
- 混合/调拌: 严格按照说明书比例和时间调拌粘接剂。
- 涂布粘接剂: 在桩核表面和桩道内壁均匀涂布一层粘接剂。
- 粘接桩核: 将调好的粘接剂注入桩道内,或直接涂布在桩核表面,将桩核轻轻旋转就位至完全就位位置,去除多余粘接剂。
- 光照固化: 从不同方向对桩核各面进行充分光照固化(按粘接剂要求时间)。
- 去除多余粘接剂: 用探针或牙周刮器仔细去除牙龈沟内及邻间隙的溢出粘接剂,避免刺激牙龈和影响最终修复体就位。
- 检查与抛光: 检查桩核就位、边缘密合、咬合情况,用抛光杯或抛光条对桩核表面进行抛光。
- 取模(如需制作最终修复体): 按照最终修复体要求取模。
- 制作临时修复体: 制作新的临时冠,粘接(使用临时粘接剂)。
- 完成最终修复体: 在技工室制作最终的全冠或固定桥,并在口内试戴、粘接。
关键成功因素总结
- 精确的桩道预备: 深度、直径、锥度、固位形、就位道是桩核固位和长期成功的基础。
- 高精度的印模与模型: 确保技工室能准确复制口腔情况。
- 精细的蜡型制作: 蜡型形态、密合度、就位道直接影响最终桩核质量。
- 高质量的铸造: 合金选择、熔铸参数控制、铸件处理影响桩核的强度、密合度和生物相容性。
- 完美的试戴与调整: 确保桩核在口内就位顺利、密合、无干扰。
- 严格的隔湿与规范的粘接: 这是防止桩核脱落、继发龋的关键步骤,尤其对于树脂粘接剂。
铸造桩核的制作是一个需要临床医生和技师紧密协作、精细操作的过程,每个环节都至关重要,任何一个环节的疏忽都可能导致修复失败。