正畸治疗中,主弓丝是传递矫治力、引导牙齿移动的核心部件,其成型质量直接影响治疗效果与进程,主弓丝成型需结合患者口腔数据、治疗阶段及目标,通过专业工具与技巧精细完成,具体方法如下。
成型前的准备工作
- 弓丝选择:根据治疗阶段选取不同材质与尺寸的弓丝,初始排齐多用0.012-0.016英寸镍钛丝(利用超弹性排齐牙齿),后期调整用0.016-0.018英寸不锈钢丝(提供稳定力量),关闭间隙或精细调整可用钛合金丝或复合弓丝。
- 数据获取:通过石膏模型、口内扫描或X线片测量牙弓长度、宽度及牙齿倾斜度,确定弓丝的理想形态(如卵圆形、尖圆形或方圆形)。
- 弓丝预处理:不锈钢丝需经退火处理(加热后缓慢冷却)以增加延展性,避免弯制时折断;镍钛丝忌高温,可直接使用。
常用成型工具及用途
| 工具名称 | 用途 | 材质/特点 |
|---|---|---|
| 细丝钳 | 精细弯制小曲、转矩及弓丝末端,尖端细长,适用于0.014-0.018英寸弓丝 | 不锈钢,表面光滑防滑 |
| 梯形钳 | 制作停止曲、垂直曲等复杂曲,钳口呈梯形,可稳定夹持弓丝 | 钳口内侧刻纹,增强摩擦力 |
| 末端切断钳 | 精确切断弓丝,避免毛刺损伤黏膜 | 切口锋利,边缘平整 |
| 弓丝成形器 | 辅助弯制标准弓形(如BOWEN弓形),通过模板定位弓丝弧度 | 透明树脂,刻有牙弓形态参考线 |
| 测量尺 | 测量弓丝长度、曲的深度及角度,确保对称性 | 刻度精确至0.1mm |
基本成型步骤
- 确定弓丝长度:以第一磨牙带环或托槽为准,测量两侧第一磨牙远中之间的距离,预留2-3mm作为末端回弯长度,避免弓丝末端刺激软组织。
- 弯制后牙段:
- 磨牙后倾曲:用细丝钳在第一磨牙托槽远中弯制15°-20°的后倾曲,防止前牙覆合加深,同时支抗磨牙后移。
- 外展弯:在第一、第二磨牙间弯制轻度外展弯(约5°-10°),适应牙弓宽度,避免弓丝与颊管摩擦。
- 弯制前牙段:
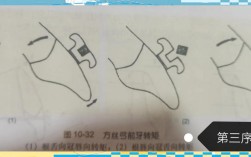
- 切牙转矩:针对深覆合或深覆盖,用梯形钳在切牙托槽处施加根舌向转矩(上颌切牙约-10°,下颌切牙约-20°),控制牙齿长轴倾斜度。
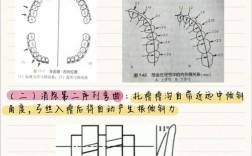
- 内收弯/外展弯:根据牙齿拥挤或散隙情况,在侧切牙与尖牙处弯制内收弯(关闭间隙)或外展弯(调整牙弓宽度)。
- 连接与弧度调整:用弓丝成形器或手指轻弯侧切牙与尖牙连接处,形成与牙弓形态一致的弧度,避免弓丝“台阶”导致托槽脱落。
- 末端处理:将弓丝末端弯制小圈(约90°)或回弯,紧贴颊管末端,防止患者口腔黏膜损伤。
不同弓丝类型的成型要点
- 镍钛丝:利用其超弹性与形状记忆效应,弯制时避免过度变形,可通过热定型(70-80℃温水浸泡)调整曲度,主要用于初始排齐与整平。
- 不锈钢丝:延展性差,需缓慢弯制,避免反复折弯导致金属疲劳;弯制复杂曲(如欧米曲、T型曲)时,需用梯形钳分步骤完成,确保曲的对称性与深度一致。
- 铜镍钛丝:兼具镍钛丝的弹性与不锈钢丝的可操作性,弯制时需控制温度(避免超过40℃),适用于阶段性力值调整,如关闭拔牙间隙。
常见问题及注意事项
- 弓丝不贴合:多因测量误差或弯制角度偏差,需在模型上预试调整,避免强行入槽导致托槽脱落。
- 转矩错误:转矩角度过大可能导致牙齿根尖吸收或牙根吸收,需通过X线片监测,必要时重新弯制。
- 弓丝折断:常见于不锈钢丝反复弯折或钳夹过紧,应选择合适尺寸工具,弯制时动作轻柔,避免锐角弯曲。
相关问答FAQs
Q1:正畸主弓丝成型时如何确定合适的弓形?
A1:弓形需根据患者牙弓形态、面部宽度及牙齿大小综合确定,可通过以下方法:①参考患者自然牙弓形态(如模型测量);②使用标准弓形模板(如BOWEN、BRUSHYARD弓形),结合面部宽度(颧间距)调整;③对于牙弓不对称者,需对侧弯制,确保弓丝与牙齿唇颊面均匀贴合。

(图片来源网络,侵删)
Q2:不锈钢主弓丝弯制前为什么要退火处理?
A2:不锈钢丝在冷加工过程中会产生内应力,延展性降低,直接弯制易折断,退火处理通过加热(800-850℃)使金属内部晶粒重组,缓慢冷却后消除内应力,增加延展性,便于弯制且减少弯制后弹性回缩,确保弓丝形态稳定。

(图片来源网络,侵删)